



La linea di taglio ad anello è personalizzata per i clienti che richiedono la lavorazione ad alta velocità di materiali sottili e di alta precisione per produrre più strisce strette con una precisione eccezionale.
|
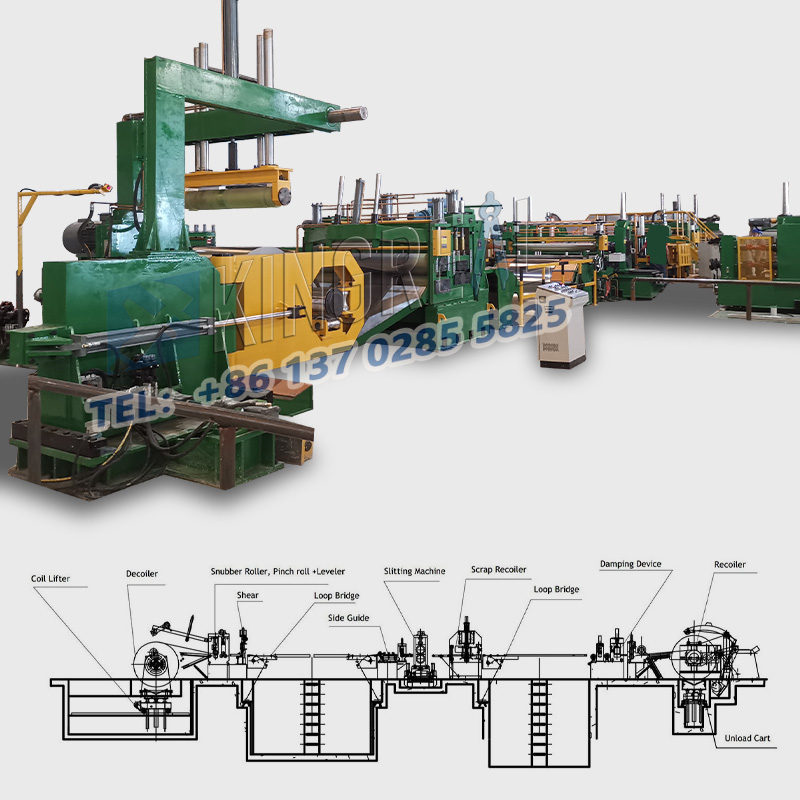
La linea di taglio ad anello è personalizzata per i clienti che richiedono la lavorazione ad alta velocità di materiali sottili e di alta precisione per produrre più strisce strette con una precisione eccezionale. È ampiamente utilizzato in settori con requisiti rigorosi per la precisione del taglio delle strisce, come l'industria automobilistica, elettronica ed elettrodomestici. Attraverso un layout scientificamente progettato, la macchina da taglio ad anello realizza operazioni di taglio altamente efficienti e precise. Una caratteristica fondamentale del progetto, nonché la distinzione fondamentale che separa la linea di taglio ad anello dalle linee di taglio standard in metallo, è l'incorporazione di un accumulatore ad anello a fossa situato all'interno della base dell'attrezzatura. La profondità e la lunghezza effettiva di questa fossa sono determinate in modo specifico in base allo spessore del nastro metallico e alla velocità di taglio prevista; queste dimensioni governano direttamente la precisione di taglio e la stabilità operativa della macchina da taglio ad anello.
Per le strisce più sottili, che possiedono un'elevata duttilità e sono soggette a deformazione, è generalmente necessaria una cavità più profonda per garantire che la striscia rimanga stabilmente rilassata all'interno dell'accumulatore ad anello, prevenendo così increspature o deviazioni laterali durante il processo di taglio. Al contrario, per i nastri più spessi, che presentano maggiore rigidità e resistenza alla deformazione, è necessaria una fossa più lunga per soddisfare adeguatamente le esigenze di bufferizzazione del nastro. Inoltre, all'aumentare della velocità di taglio, i requisiti in termini di profondità e lunghezza della fossa diventano più impegnativi. Solo soddisfacendo questi precisi requisiti la linea di taglio ad anello può massimizzare il suo potenziale di taglio ad alta velocità, garantendo al tempo stesso che la qualità del taglio rimanga senza compromessi, garantendo quindi che il sistema funzioni costantemente con estrema precisione ed efficienza. |
 |
●Funzionamento ad alta efficienza — Le velocità massime di produzione possono raggiungere i 230 m/min, con velocità regolabili in modo flessibile per soddisfare requisiti operativi specifici. ●Taglio multi-striscia: la linea di taglio ad anello è in grado di tagliare simultaneamente il materiale in un massimo di 40 strisce strette in un unico passaggio. ●Automazione completa: la macchina da taglio ad anello è integrata con un braccio di stoccaggio delle bobine con tornello a croce e una linea di confezionamento automatizzata delle bobine con fenditura per ridurre al minimo le esigenze di manodopera manuale.

(1) Linea di taglio ad anello singolo
(a) Taglio del circuito a ingresso singolo:Il principio progettuale fondamentale di questa configurazione prevede il posizionamento di un accumulatore ad anello prima dell'unità di taglio. Questa particolare architettura migliora notevolmente la precisione del taglio e semplifica il processo di taglio della linea di taglio ad anello. Questo design impedisce chiaramente lo scivolamento sulle lame di taglio consentendo il taglio a microtensione o tensione zero, garantendo quindi l'accuratezza dimensionale delle strisce tagliate, un fattore importante per la capacità della macchina da taglio ad anello di soddisfare esigenze di produzione di grande precisione.
Razionalizzando ulteriormente la struttura dell'intera macchina da taglio ad anello e riducendo i costi di produzione e la complessità di manutenzione, migliorando al tempo stesso l'efficienza operativa, lo svolgitore non necessita di un meccanismo autocentrante aggiuntivo poiché l'anello stesso ne include uno.
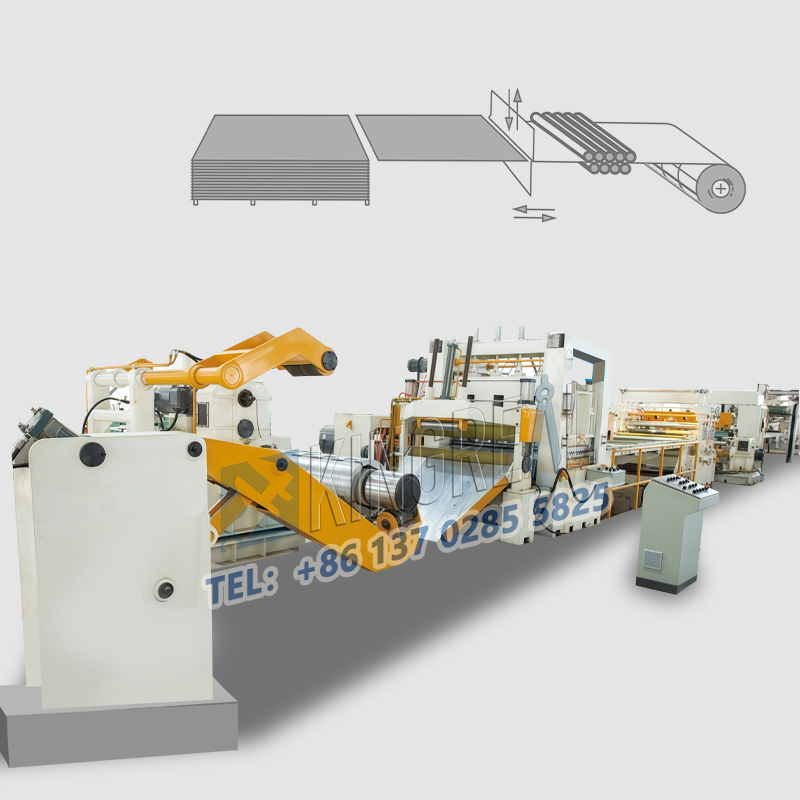
(b) Taglio del circuito a uscita singola: Questa configurazione progettuale è caratterizzata dal posizionamento di un anello dopo la taglierina. Dopo il processo di taglio, le strisce tagliate vengono alimentate dalla taglierina in un anello privo di tensione situato tra la taglierina e l'unità di tensionamento; questo rappresenta uno degli schemi di progettazione a circuito singolo più ampiamente adottati attualmente nelle linee di taglio del circuito. Per il taglio di nastri di spessore sottile, può essere necessario un sistema di guida del bordo sul lato di ingresso per garantire uno svolgimento stabile della bobina durante il processo di taglio e per evitare che il disallineamento del nastro comprometta la precisione del taglio. Questo approccio ha due funzioni principali: in primo luogo, previene efficacemente i problemi legati al riavvolgimento asincrono tra le singole strisce, spesso causato da variazioni nello spessore della striscia, controllando con precisione la tensione di riavvolgimento per garantire un avvolgimento della bobina pulito e uniforme.
In secondo luogo, l'inclusione di un anello sul lato di uscita consente alle strisce di fluire liberamente lontano dalle lame di taglio, eliminando così l'usura della lama tipicamente associata al taglio sotto tensione; ciò prolunga efficacemente la durata delle lame e riduce i costi di manutenzione delle apparecchiature. Inoltre, poiché la sezione di uscita opera in assenza di tensione, previene efficacemente fenomeni di deformazione, come il "necking" (restringimento delle strisce), garantendo ulteriormente la qualità dei nastri tagliati.
(2) Linea di taglio a doppio anello
La caratteristica principale della macchina da taglio a doppio anello è l'incorporazione di due anelli in stile fossa, posizionati strategicamente in punti chiave distinti per lavorare in tandem. Questa disposizione collaborativa migliora ulteriormente le prestazioni di taglio e la stabilità della linea, rendendola ideale per applicazioni di taglio ad alta velocità che coinvolgono materiali di spessore sottile dove sono richiesti standard estremamente elevati di qualità di taglio.
Il primo anello è posizionato tra lo svolgitore e la taglierina, fungendo da componente critico che consente il funzionamento continuo e sincronizzato dell'intera linea. La sua funzione principale è quella di tamponare e compensare la differenza di velocità tra il processo di svolgimento e il processo di taglio. In questo modo, si garantisce che le operazioni di svolgimento e taglio procedano in modo continuo e in perfetta sincronia, prevenendo così problemi come allungamento del nastro, deformazione o deviazioni di taglio che potrebbero altrimenti derivare da disallineamenti di velocità. Nel frattempo, il nastro d'acciaio situato all'interno della fossa del pavimento rimane in uno stato completamente rilassato. La taglierina preleva il nastro dalla fossa per la lavorazione; poiché durante l'operazione di taglio non è presente alcuna controtensione, la generazione di bave viene effettivamente ridotta al minimo, migliorando così significativamente la qualità dei bordi delle strisce tagliate.
Una seconda fossa di avvolgimento è posizionata tra la taglierina e l'unità di tensionamento/riavvolgimento. A causa delle sollecitazioni indotte dal taglio e delle variazioni di spessore intrinseche all'interno del coil laminato stesso, i singoli nastri prodotti dopo il taglio spesso presentano lievi differenze di lunghezza. Senza un’adeguata regolamentazione, questa discrepanza interromperebbe il processo di riavvolgimento, compromettendo sia l’efficienza produttiva che la qualità del prodotto. Questa fossa ad anello accoglie e compensa efficacemente queste variazioni di lunghezza, garantendo così la continuità delle operazioni di taglio e riavvolgimento ed eliminando la necessità di interruzioni della produzione per eseguire regolazioni. Inoltre, la presenza di questo pozzo di avvolgimento facilita il controllo sincronizzato dei motori che azionano la taglierina e l'unità di riavvolgimento.
 |
 |
Nota: sebbene una fossa di looping non sia strettamente obbligatoria per ogni configurazione di macchina da taglio per metalli, è assolutamente essenziale per applicazioni ad alta precisione, materiali di spessore sottile, operazioni ad alta velocità e processi di taglio multi-filo. Al contrario, le semplici linee di taglio progettate per materiali di spessore standard e velocità operative inferiori possono essere utilizzate con successo senza fossa di looping.
1)Come funziona una linea di taglio ad anello?
Una macchina da taglio ad anello svolge una bobina di metallo, la taglia in strisce più strette utilizzando coltelli rotanti e riavvolge le strisce per l'ulteriore lavorazione o spedizione.
2) Quali materiali possono essere lavorati con una linea di taglio ad anello?
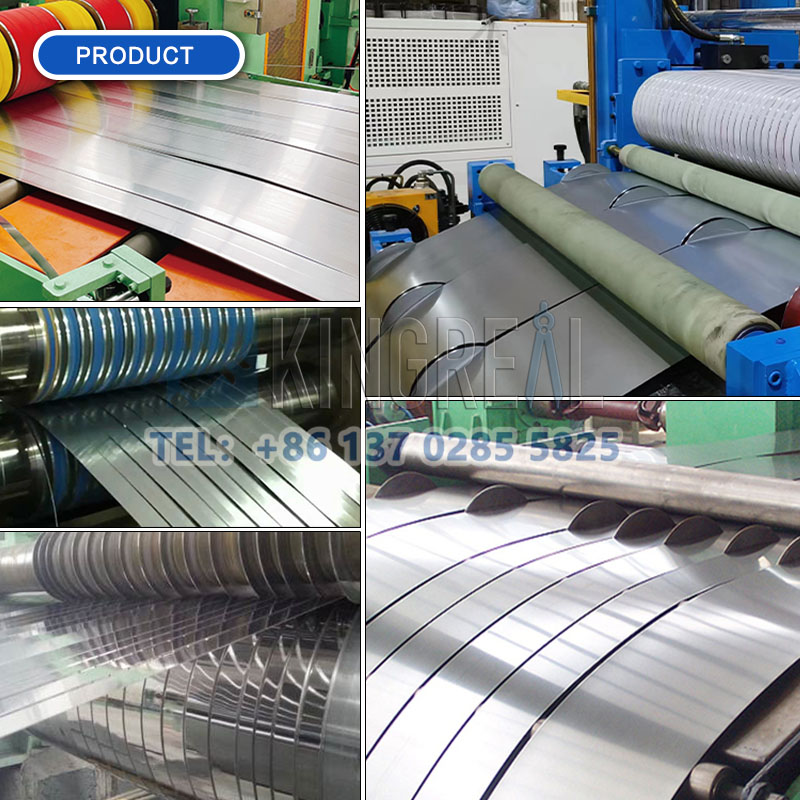
Le macchine da taglio ad anello possono lavorare vari metalli, tra cui acciaio, acciaio inossidabile, alluminio, rame, acciaio al silicio, PPGI e altro.
3) Quali sono i vantaggi dell'automazione nelle linee di taglio loop?
L’automazione può migliorare la precisione e la consistenza delle strisce strette, ridurre il lavoro manuale, aumentare la produzione e ridurre al minimo l’errore umano.
4) Con quale frequenza è necessario effettuare la manutenzione di una macchina da taglio ad anello?
La manutenzione delle linee di taglio loop si articola in ispezioni giornaliere e revisioni periodiche. Il team KINGREAL STEEL SLITTER fornirà consigli in base alla frequenza di utilizzo del cliente e ad altri fattori.
5) Qual è la durata delle lame da taglio?
La durata delle lame da taglio è influenzata dal volume di produzione, dalle condizioni operative e dalle proprietà dei materiali. Le variazioni nella composizione e nell'applicazione della lama in genere influiscono sulla longevità.

In qualità di progettista e produttore specializzato di linee di taglio dei metalli, KINGREAL STEEL SLITTER vanta oltre due decenni di vasta esperienza nella progettazione e fabbricazione di linee di taglio dei metalli. Sfruttando una profonda competenza tecnica e una solida infrastruttura di produzione, fino ad oggi l'azienda ha progettato con successo numerose linee di taglio dei metalli. Questi sistemi sono stati messi in servizio con successo e attualmente funzionano senza problemi presso le strutture dei clienti in vari paesi e regioni del mondo, offrendo ai nostri clienti un'efficienza produttiva e un valore eccezionali. Le installazioni di linee di taglio metalli KINGREAL STEEL SLITTER coprono un'area geografica diversificata, tra cui Arabia Saudita, Italia, Messico, Brasile, Indonesia, Canada, Turkmenistan e altri, coprendo tutti i principali mercati globali di lavorazione dei metalli e creando un ricco portafoglio di referenze di progetti internazionali.
Più recentemente, proprio ieri è stata spedita con successo presso la struttura del cliente una nuova linea di taglio per metalli, prodotta in collaborazione con un cliente in India.
KINGREAL STEEL SLITTER continua a impegnarsi nell'ottimizzazione continua degli schemi di progettazione e dei parametri prestazionali delle linee di taglio dei metalli. Rimanendo al passo con gli ultimi progressi tecnologici e rispondendo direttamente alle esigenze pratiche di produzione dei nostri clienti, garantiamo che ogni linea di taglio dei metalli che forniamo sia perfettamente adattata all'ambiente operativo specifico e alle esigenze di produzione del cliente. Inoltre, KINGREAL STEEL SLITTER offre ai clienti una suite completa di servizi di supporto, tra cui visite in fabbrica, progettazione personalizzata di linee di taglio dei metalli, installazione di macchine, formazione operativa, manutenzione e fornitura di pezzi di ricambio. Salvaguardando l'intero processo produttivo, garantiamo che i nostri clienti possano utilizzare le loro linee di taglio dei metalli con la massima efficienza e stabilità.