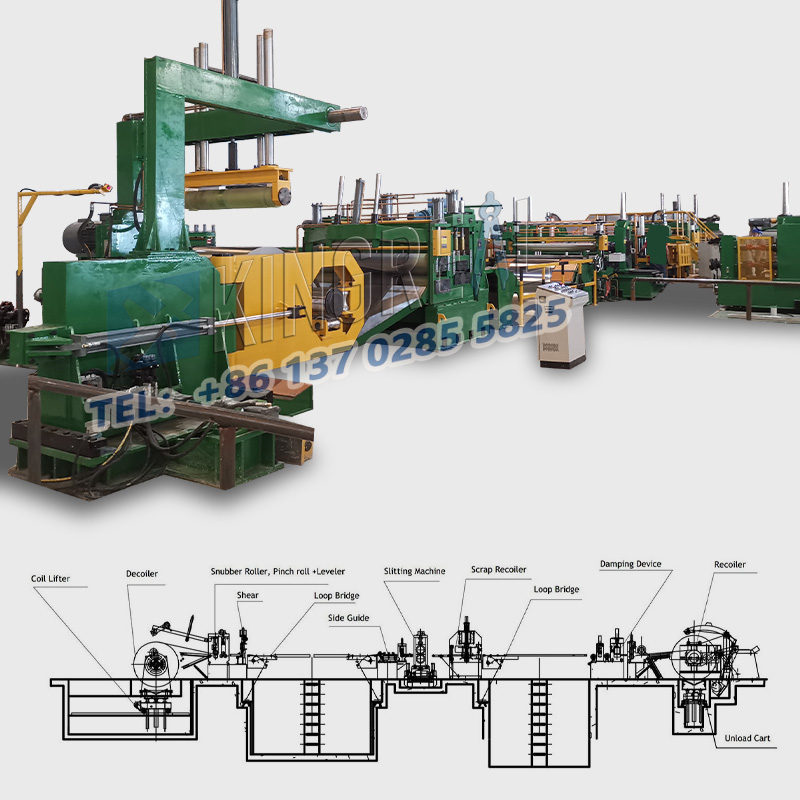
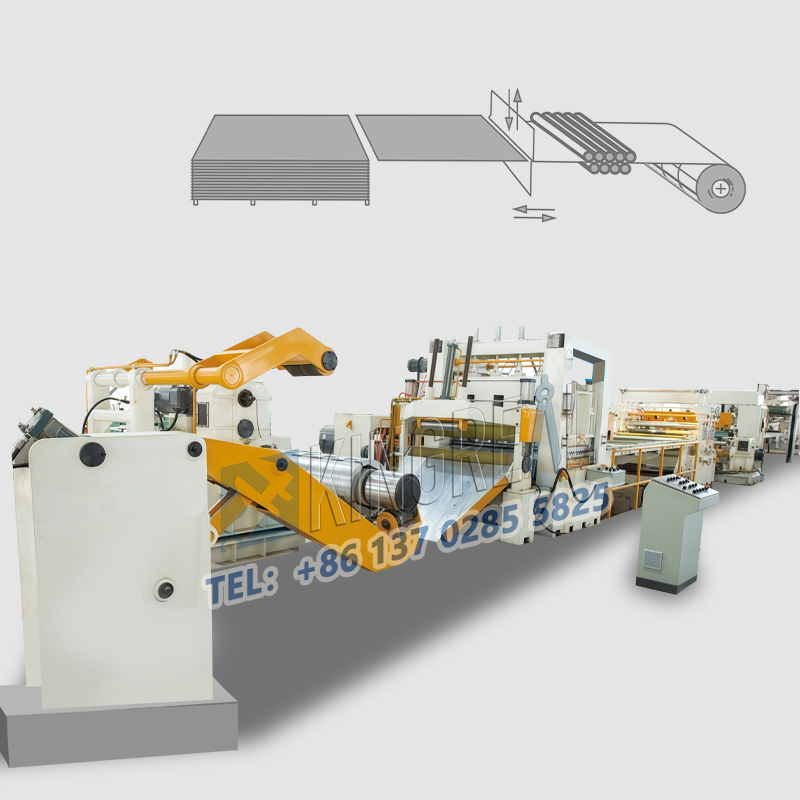
Nella produzione moderna,pesanteY calibro tagliato a linee di lunghezza, poiché le attrezzature principali delle linee di produzione di elaborazione delle piastre metalliche sono ampiamente utilizzate nella produzione automobilistica, nella produzione di elettrodomestici, nella costruzione di strutture in acciaio e altri campi. Converte grandi bobine di metallo in fogli metallici di dimensioni precise attraverso un funzionamento collaborativo multi-processo. Con i continui cambiamenti nella domanda del mercato, in particolare la crescente domanda di elaborazione di materiali a piastra spessa, Kingreal Steel Slitter continua a innovare nella progettazione e nello sviluppo di macchine per il taglio pesante e si impegna a fornire ai clienti soluzioni più efficienti e precise.
Con oltre 20 anni di ricca esperienza, Kingreal Steel Slitter ha stabilito strette relazioni cooperative con molti paesi come Indonesia, Malesia, Singapore, Russia, Stati Uniti e Germania. Attraverso scambi approfonditi con clienti globali e ricerche di mercato e analisi, i nostri ingegneri hanno scoperto che molti clienti hanno requisiti chiari per lo spessore delle bobine che le linee di calibro pesante possono gestire. Questi requisiti dipendono dall'uso finale del cliente. Alcuni clienti devono tagliare sottili bobine di metallo, mentre altri hanno urgente bisogno di macchine per tagliare pesanti a lunghezza in grado di gestire bobine di metallo spesse. Tuttavia, il calibro pesante esistente tagliato alle linee di lunghezza deve ancora affrontare molte sfide nella progettazione e nella produzione.
Dopo un lungo periodo di operazioni di progettazione, produzione e prova, Kingreal Steel Slitter ha lanciato un taglio pesante a lungo la macchina che soddisfa le esigenze dei clienti, segnando la nostra innovazione tecnologica in questo campo.

1.1 Sfide di progettazione e produzione
Dalla pratica di produzione diDuty Duty Tar a Long MachinesChe sono stati messi in produzione sul mercato, la sua capacità produttiva e il potenziale sono molto impressionanti, ma i legami deboli appaiono spesso nei processi di riscaldamento e finitura. Pertanto, quando si progetta un taglio di scartamento pesante fino alla linea di lunghezza, gli ingegneri di Kingreal Steel Slitter devono assicurarsi che la capacità dei seminari di riscaldamento e finitura possa soddisfare i requisiti del taglio pesante a lungo la macchina.
Il design del calibro pesante tagliato alla linea di lunghezza deve soddisfare i seguenti requisiti:
Abbinamento della capacità di produzione: il design deve garantire che sia compatibile con la capacità di produzione del taglio pesante della macchina a lunghezza.
Selezione della forza di taglio: la forza di taglio deve essere lasciata con un surplus per soddisfare le esigenze di taglio di bobine di spessore più elevato in futuro.
Qualità e precisione di taglio: deve soddisfare i requisiti del miglioramento continua della qualità di taglio della piastra e della precisione dimensionale della piastra in acciaio.
Requisiti di controllo dell'automazione: in termini di layout, selezione delle apparecchiature e struttura del calibro pesante tagliato alla linea di lunghezza, i requisiti del controllo dell'automazione devono essere soddisfatti.
Capacità di produzione in eccesso: riserva di riserve in eccesso di produzione di produzione per far fronte alla futura espansione della capacità di produzione e della gamma di prodotti.

1.2 Fattori che influenzano la resistenza al taglio dell'unità
Nel funzionamento diDuty Duty Tar a Long Machines,Molteplici fattori influiscono sulla resistenza al taglio dell'unità, incluso:
1. Proprietà metalliche
Maggiore è il limite di resistenza del materiale metallico, maggiore è la resistenza al taglio e più bassa la plasticità. Ciò significa che minore è la profondità di penetrazione relativa durante il taglio, si verificherà la frattura del metallo. Pertanto, la resistenza al taglio dell'unità è strettamente correlata alla resistenza e alla plasticità del metallo.
2. Temperatura di taglio
La temperatura di taglio alta o bassa influenzerà anche direttamente la resistenza al taglio dell'unità. Maggiore è la temperatura, minore è la resistenza all'unità di taglio e la corrispondente profondità di penetrazione relativa durante il taglio è maggiore. Questo è di grande significato per la progettazione e il funzionamento del calibro pesante tagliato alle linee di lunghezza.
3. Profondità di deformazione
Durante il taglio caldo, la resistenza al taglio dell'unità aumenta con l'aumento della velocità di deformazione. Nel caso del taglio a freddo, l'effetto della velocità di taglio sulla resistenza al taglio dell'unità è relativamente piccolo e di solito può essere ignorato.
4. Shear Blade Latel Clearance
Le dimensioni della clearance laterale della lama di taglio influenzerà la condizione di stress durante il taglio. Quando la clearance laterale aumenta gradualmente, la condizione di sollecitazione si verificherà in sequenza dalla compressione → taglio → flessione. La selezione e la manutenzione ragionevoli delle dimensioni del gioco laterale della lama di taglio sono cruciali per l'uso corretto del taglio pesante a macchina. Gli esperimenti mostrano che all'aumentare della clearance laterale relativa della lama di taglio, la resistenza al taglio dell'unità diminuisce e aumenta la corrispondente profondità di penetrazione relativa alla frattura.

1.3 Raffreddamento del letto di raffreddamento
Nella produzione delhCalibro Eavy tagliato alla linea di lunghezza,Anche il raffreddamento del letto di raffreddamento è un collegamento importante. Dopo che la piastra in acciaio a raddrizzamento caldo è contrassegnata dal dispositivo di marcatura della piastra in acciaio caldo, entra nel letto di raffreddamento a trave a piedi. Al momento, la temperatura della piastra di acciaio è generalmente intorno a 600-700 ℃ e la temperatura della piastra extra spessa può raggiungere sopra 850 ℃.
Nel letto di raffreddamento, la logistica delle piastre di acciaio con uno spessore di 5-150 mm sarà divisa nelle seguenti direzioni di flusso:
Letto di raffreddamento a piastra extra spessa: piastre di acciaio con uno spessore superiore a 50 mm Immettere il letto di raffreddamento n. 3 per il raffreddamento, quindi vengono inviate all'area di elaborazione della piastra extra spessa, tagliate a dimensioni usando una macchina da taglio a fiamma e infine immagazzinato.
Letto di raffreddamento ordinario: piastre in acciaio con uno spessore inferiore a 50 mm Immettere letti di raffreddamento n. 1 e n. 2 per il raffreddamento. A causa delle diverse configurazioni dei due letti di raffreddamento, al fine di migliorare la velocità di utilizzo dei letti di raffreddamento, le piastre di acciaio più spesse dovrebbero essere organizzate per essere raffreddate sul letto di raffreddamento n. 1 il più possibile.
Sul letto di raffreddamento, le piastre di acciaio vengono scaricate per pezzo per pezzo, di solito a forma di 1 riga o più righe (fino a 4 file). La spaziatura laterale sul letto di raffreddamento è generalmente 100-300 mm; Per il letto di raffreddamento a piastra extra-spesso, la distanza di scarico delle piastre di acciaio dovrebbe essere gradualmente aumentata con l'aumento dello spessore, in modo da controllare il peso del carico unitario all'interno del limite consentito dal letto di raffreddamento.

Kingreal Steel SlitterCalibro pesante tagliato alla linea di lunghezzaha molte caratteristiche significative che lo fanno risaltare sul mercato:
(1) Adattabilità dello spessore versatile
In grado di elaborare bobine metalliche entro parametri di spessore di 6-20 mm, questo sistema soddisfa diversi requisiti industriali attraverso le sue capacità di gestione dei materiali flessibili.
(2) Architettura di taglio ad alta efficienza
Dotato di una tecnologia di taglio volante avanzata, il sistema funziona continuamente a velocità di picco di 80 m/min, aumentando sostanzialmente i tassi di throughput mantenendo l'integrità dei materiali.
(3) Integrazione di automazione intelligente
L'architettura di controllo basata su PLC completa garantisce l'affidabilità operativa e la coerenza del processo, riducendo significativamente gli errori di fattori umani attraverso la gestione automatizzata del flusso di lavoro.
(4) Protocollo di misurazione di precisione
Il sistema di monitoraggio integrato in tempo reale verifica automaticamente e visualizza le dimensioni di taglio e conteggi batch, garantendo una precisione dimensionale di ± 0,1 mm tra i cicli di produzione.
(5) Protocolli di sicurezza completi
Doppi meccanismi di sicurezza tra cui l'attivazione di arresto di emergenza e i sistemi di allarme a più stadi garantiscono operazioni conformi all'OSHA minimizzando gli incidenti sul posto di lavoro.
(6) Soluzione reattiva del mercato
Sullo sfondo delle crescenti richieste di materiali metallici con precisione, il team di ricerca e sviluppo di Kingreal Steel Slitter ha progettato un taglio di indicatore pesante leader del settore che sinergizza l'eccellenza tecnica con la redditività commerciale. La nostra soluzione dimostra il ROI misurabile attraverso:
|
30% di miglioramento della produttività tramite progettazione operativa continua |
|
25% di riduzione dei costi operativi dal controllo di qualità automatizzato |
|
99,8% di affidabilità del processo raggiunta attraverso sistemi di sicurezza ridondanti |
 |
 |
 |
Come pionieri nelle soluzioni di lavorazione dei metalli, manteniamo il nostro primato del settore attraverso:
✓ Aggiornamenti del sistema idraulico biennale
✓ Integrazione di manutenzione predittiva guidata dall'aria aiuti
✓ Moduli parametri personalizzabili per applicazioni di nicchia
Per consulenza tecnica o richieste di configurazione personalizzate, il nostro team di ingegneria è pronto a dimostrare come Kingreal Steel SlitterDuty Duty Tar a Long Machinespuò ottimizzare la matrice di produzione. Contattaci per programmare una presentazione tecnica a immersione in profondità e scoprire vantaggi competitivi su misura per le tue operazioni di lavorazione dei metalli.