Linea a fessura arrotolata a caldoè un'importante attrezzatura di produzione ampiamente utilizzata nel settore della lavorazione dei metalli. La sua funzione principale è quella di tagliare una più ampia bobina di metallo lamotata a caldo in più strisce della larghezza richiesta lungo la direzione di lunghezza. Queste strisce sono generalmente utilizzate nei successivi processi di rotolamento, spacconeria, flessione fredda e timbratura e diventano i materiali di base per vari prodotti industriali. Questo articolo introdurrà in dettaglio il flusso di lavoro, i parametri tecnici, i problemi operativi comuni e le soluzioni della macchina a fessura arrotolata a caldo. Se è necessario ottenere più parametri o informazioni video, benvenuto per consultare Kingreal Steel Slitter!

Le piastre arrotolate a caldo sono piastre in acciaio o strisce che vengono arrotolate dopo il riscaldamento. I suoi principali vantaggi includono:
Elevata tenacità: le piastre laminato a caldo vengono elaborate ad alte temperature, che possono eliminare lo stress interno e migliorare la tenacità del materiale.
Efficacia in termini di costi: rispetto alle piastre a freddo, le piastre a calore hanno costi di produzione più bassi e sono adatte per la produzione su larga scala.
Elevata efficienza di produzione: le macchine a fessura lampeggiate a caldo possono tagliarsi in modo rapido ed efficiente grandi bobine nella larghezza richiesta per adattarsi ai cambiamenti nella domanda del mercato.
A causa di queste caratteristiche, le piastre a calore sono state ampiamente utilizzate nelle strutture per l'edilizia, nella produzione di macchinari pesanti e altri campi.
|
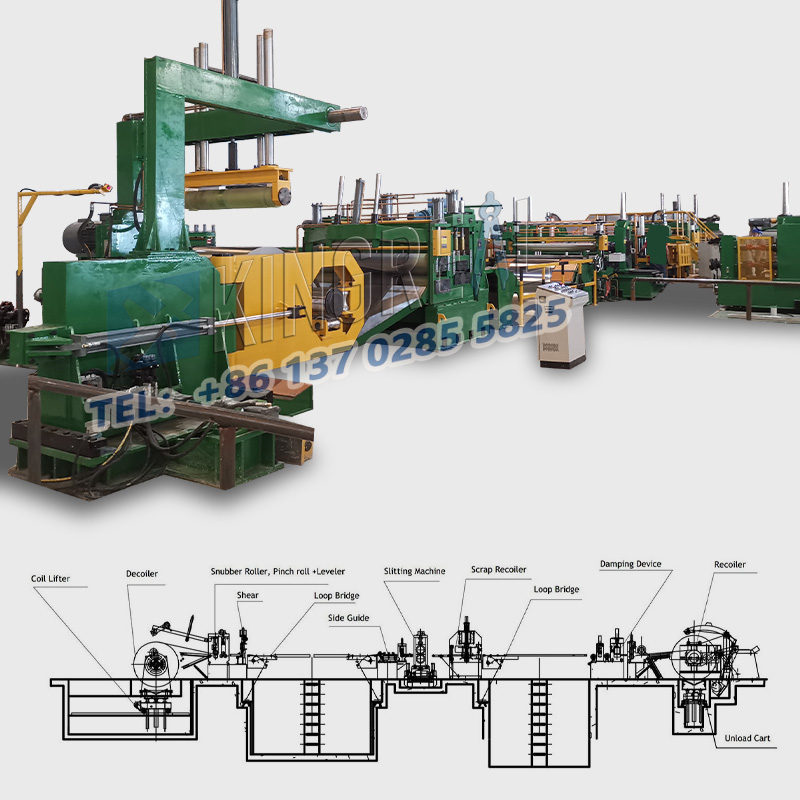
Caricamento perLinea a fessura arrotolata a caldo: L'operatore alimenta la bobina arrotolata a caldo nel mandrino del decoiler. Sconolio per la macchina a fessura lampeggiata a caldo: il decoiler sradica la bobina principale e alimenta l'acciaio nella testa di fessura. Fregamento per la linea di taglio arrotolata a caldo: sulla testa a fessura, l'acciaio viene tagliato in più strisce strette da una lama rotante. Ispezione per la macchina a fessura laminato a caldo: l'operatore ispeziona ogni filo per garantire che la larghezza delle specifiche e le condizioni del bordo soddisfino i requisiti. Sollievo da stress per la linea di fessura lampeggiata a caldo: i fili passano attraverso pozzi anulari per eliminare lo stress del materiale dopo la fessura e garantire il riavvolgimento senza piegarsi. Bundling e imballaggio: pacchetto e confezionamento di ogni filo in base alle esigenze del cliente. |
 |
Modello
Modellolo 1
Modellolo 2
Modellolo 3
Modellolo 4
Bobina originale
Piastra rotta a caldo
Piastra rotta a caldo
Piastra rotta a caldo
Piastra rotta a caldo
Spessore del materiale
0,8 mm-6.0 mm
0,8 mm-6,0 mm
2,0 mm-12,0 mm
3,0 mm-16,0 mm
Larghezza del materiale
1600mm (max)
1800mm (max)
2000mm (max)
2200 mm (max)
Peso della bobina
30ton (max)
30ton (max)
30ton (max)
30ton (max)
Accuratezza della larghezza
± 0,15 mm
± 0,15 mm
± 0,2 mm
± 0,3 mm
Velocità dell'unità
120 m/min (max)
120 m/min (max)
80 m/min (max)
60m/min (max)
|
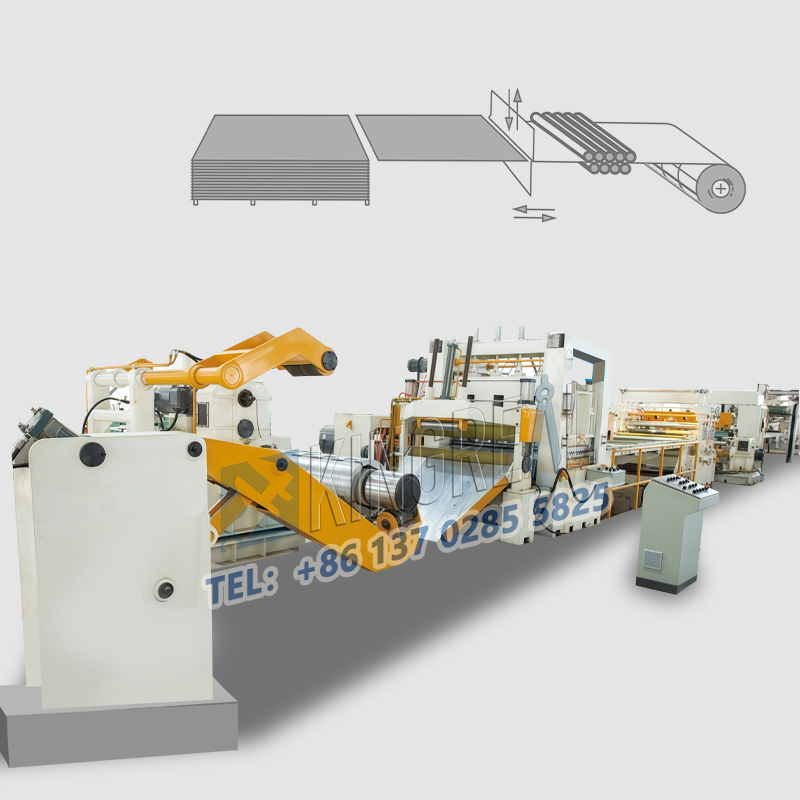
① Macchina a fessura arrotolata a caldo ad alta efficienza Una caratteristica notevole dimacchina a fessura arrotolata a caldoè che può tagliare fino a 40 strisce strette contemporaneamente. Questa funzione soddisfa notevolmente le esigenze dei clienti per la produzione su larga scala. Con l'accelerazione dell'industrializzazione, la domanda di mercato per le strisce metalliche è in crescita, in particolare in settori come la costruzione, la produzione automobilistica e gli elettrodomestici. L'elevata capacità di fessura della linea di fessura lampeggiata a caldo consente ai produttori di fornire un gran numero di prodotti qualificati in breve tempo, migliorando così l'efficienza della produzione e riducendo i costi unitari. |
 |
|
② Macchina a fessura laminato a caldo automatico La linea di fessura lampeggiata a caldo adotta un design completamente automatizzato ed è dotata di un sistema di controllo avanzato per ottenere un funzionamento ad alta velocità. La velocità di produzione massima può raggiungere 120 m/min, il che significa che possono essere elaborati più materiali per unità di tempo, migliorando ulteriormente l'efficienza della produzione. Il design completamente automatizzato non solo riduce la necessità di un intervento manuale, ma riduce anche la possibilità di errori operativi umani e migliora la coerenza e la qualità del prodotto. Il sistema di controllo automatizzato della linea di fessura a caldo può monitorare il processo di produzione in tempo reale e regolare i parametri in tempo per soddisfare le esigenze di materiali e spessori diversi. |
 |
|
③ Macchina a fessura arrotolata a caldo Al fine di soddisfare meglio le esigenze dei clienti, Kingreal Steel Slitter fornisceS Soluzioni di linea di fessura lampeggiate a caldo personalizzate. Secondo i disegni forniti dai clienti e le esigenze di produzione effettive, Kingreal Steel Slitter è in grado di progettare diverse soluzioni di produzione di macchine a fessura a caldo per garantire l'efficienza e la fluidità del processo di produzione per i clienti. Le macchine a fessura lampeggiate a caldo di Kingreal Slitter sono divise in tre tipi principali per adattarsi a bobine di diversi spessori: Macchina a fessura del calibro di luce: specializzata nelle bobine di elaborazione con uno spessore da 0,2 mm a 3 mm. MACCHINA DI FRESSO DI MEDIO CAUGAGGIO: Adatto per bobine con uno spessore da 3 mm a 6 mm. Macchina a fessura del calibro pesante: in grado di elaborare bobine con uno spessore da 6 mm a 16 mm. |
 |
ILLinea a fessura arrotolata a caldopuò produrre flessione laterale durante il processo di fessura. Può essere causato dai seguenti motivi:
1. Piante di materie prime:
La sollecitazione della piastra d'acciaio non viene completamente eliminata durante il processo di rotolamento. Dopo il taglio longitudinale, lo stress viene rilasciato e la piastra è piegata. Quando lo stress nel mezzo della piastra viene rilasciato su entrambi i lati, la piastra si piega verso l'esterno; Quando lo stress su entrambi i lati della piastra viene rilasciato al centro, la piastra si piega al centro.
2. Piegamento a causa di Burrs:
I BUNS sono più grandi a causa della regolazione impropria del divario della lama durante la cesoia longitudinale. Durante il rotolamento, le bara sul bordo sono equivalenti a uno spessore della piastra più grande, che fa allungare e piegare il bordo.
3. Piegamento a causa di spazi vuoti irregolari tra le lame superiori e inferiori:
Quando gli spazi sinistra e destra sono più grandi, anche la rientranza della parte di taglio è maggiore e il lato con uno spazio inferiore rispetto agli spazi sinistra e destra ha un tratto più ampio, quindi si piega.
4. Piegatura causata da tensione irregolare:
Durante il rotolamento, la stessa tensione dovrebbe essere applicata all'intera larghezza della piastra di acciaio. Se la tensione è concentrata da un lato, si verificherà flessione.
5. Piegamento causato dal rapido movimento del dispositivo di correzione della deviazione:
Durante l'elaborazione, se la velocità della correzione della deviazione è troppo veloce, il lato in contatto con la correzione della deviazione sarà parzialmente esteso e piegato.
Se il materiale del foglio viene piegato dopo taglio longitudinale, influirà seriamente sulla qualità del foglio, quindi deve essere eliminato. È necessario prestare attenzione ai motivi come il rolling del foglio, la regolazione delle attrezzature e il metodo di funzionamento.