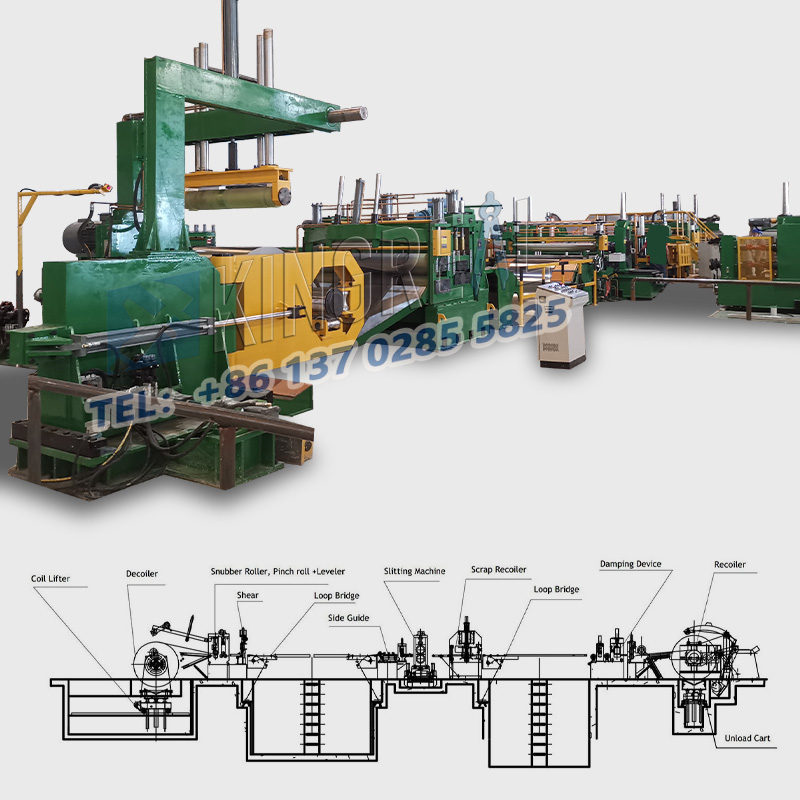
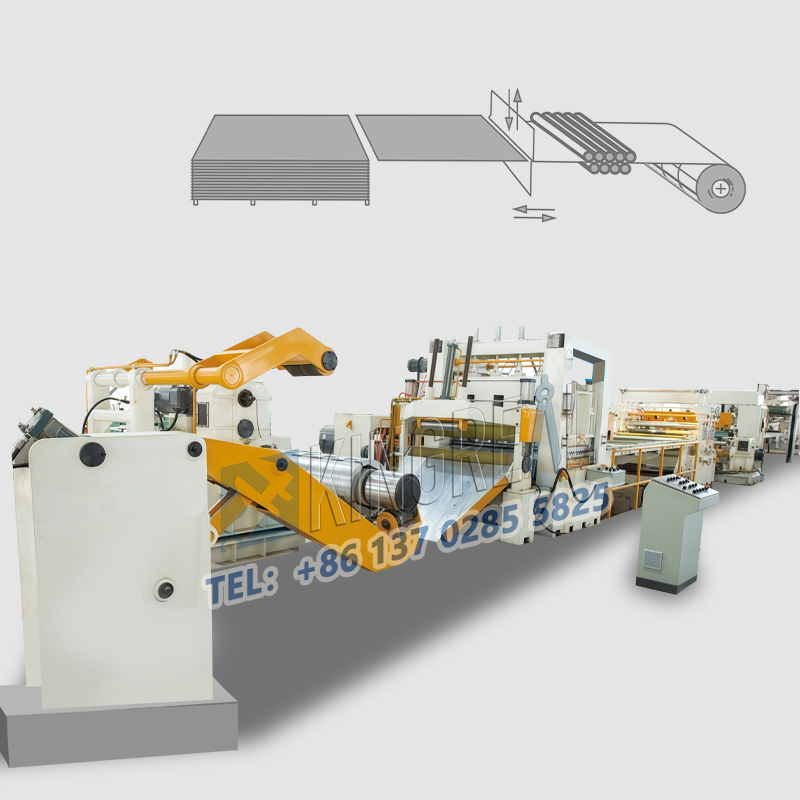
Linee di taglio coils in acciaioeseguire operazioni come lo svolgimento, il taglio e il riavvolgimento di ampi rotoli di materiale per produrre strisce strette con elevata precisione e senza bave. Tuttavia, durante il funzionamento della macchina da taglio per bobine di acciaio potrebbero verificarsi alcuni fenomeni anomali, tra cui la forma anomala dell'avvolgimento e la deformazione della lavorazione della lamiera. Questo articolo di KINGREAL STEEL SLITTER fornirà una spiegazione dettagliata di come risolvere i problemi comuni nelle linee di taglio di coil di acciaio per garantire un funzionamento efficiente.
1. Bobina morbida
-Fenomeno: A causa dell'allentamento, la bobina d'acciaio sviluppa una bobina morbida di forma ovale una volta tolta dall'albero della ribobinatrice.
-Soluzione: assicurarsi che all'inizio dell'avvolgimento ci sia una tensione sufficiente, quindi diminuire lentamente la pressione man mano che il volume della bobina aumenta. Una corretta regolazione della tensione può prevenire efficacemente il verificarsi di bobine morbide.
2. Avvolgimento irregolare
-Fenomeno: la bobina d'acciaio presenta una forma telescopica causata da un avvolgimento errato.
-Cause e soluzioni:
A. Tensione insufficiente: se la tensione iniziale è bassa, è probabile che si verifichino disallineamenti durante la finitura. Cominciando dall'avvolgimento si consiglia di aumentare la tensione; ridurlo progressivamente man mano che aumenta il volume della bobina.
B. Tensione sbilanciata: uno scarso angolo di taglio o un disallineamento della guida potrebbero produrre lunghezze irregolari su ciascun lato. Assicurarsi che la ribobinatrice sia correttamente allineata per ridurre al minimo la possibilità di variazioni di tensione; controlla le sue impostazioni.
C. Posizione di innesto del morsetto interno inadeguata: un innesto incoerente provoca cambiamenti di tensione; la posizione del separatore deve essere regolata nuovamente per garantire la coerenza.
D. La striscia di acciaio oscilla a sinistra e a destra nel circuito: l'uso di materiali morbidi come il feltro per premere verso il basso può prevenire efficacemente l'oscillazione.
E. Arresto della linea di produzione: Quando si riavvia dopo un arresto, è necessario prestare attenzione al ripristino della tensione per mantenere stabile la pressione dell'avvolgimento.
F. Impostazione non corretta della larghezza del separatore: assicurarsi che la larghezza del separatore sia impostata in modo appropriato, generalmente la larghezza del prodotto finito più lo spessore della piastra.
3. Inarcamento del diametro interno
-Fenomeno: durante il processo di avvolgimento, la bobina di acciaio presenta improvvisamente un inarcamento del diametro interno quando viene rimossa dalla ribobinatrice.
-Causa: Di solito è legata ad un'eccessiva tensione di avvolgimento, soprattutto quando si lavorano lamiere spesse.
-Soluzione: regolare la pressione e garantire una tensione uniforme per evitare l'incurvamento del diametro interno.
1. Piegamento a forma di serpente (piegatura a falce)
-Fenomeno: il taglio provoca la piegatura della bobina d'acciaio nella direzione della larghezza.
-Cause e contromisure:
A. Problemi relativi alle materie prime: lo stress residuo nella bobina madre viene rilasciato dopo il taglio. Si consiglia di eseguire un trattamento di distensione durante la lavorazione del materiale.
B. Problemi di bava: le bave causano uno spessore del bordo non uniforme. Mantenere gli strumenti affilati durante la lavorazione per evitare sbavature.
C. Distanza tra le lame non uniforme: garantire una distanza tra le lame uniforme per evitare differenze di allungamento causate da spazi eccessivamente grandi o piccoli in determinate aree.
D. Tensione su un solo lato del riavvolgitore: mantenere una tensione complessiva uniforme e regolare i separatori e le piastre di tensione per garantire la coerenza.
E. Guide laterali eccessivamente strette: regolare adeguatamente le guide laterali durante il taglio per evitare una tensione eccessiva.
2. Onde di bordo
-Fenomeno: i bordi del nastro d'acciaio si deformano a causa dello stiramento.
-Cause e contromisure:
A. Onde sui bordi causate da bave: rafforzare il monitoraggio delle bave e gestirle immediatamente.
B. Pressione eccessiva dal rullo di misurazione: regolare i parametri di pressione del rullo per evitare un allungamento eccessivo.
C. Usura laterale degli utensili da taglio: Per garantire la qualità del taglio, controllare spesso le condizioni degli utensili da taglio.
D. Differenza di altezza nelle guide laterali: controllare regolarmente l'altezza degli utensili da taglio per garantirne la consistenza.
E. Usura del rullo di rinvio prima del riavvolgitore: misurare regolarmente l'usura del rullo anteriore per garantire una tensione uniforme.
3. Pieghe in vita
-Fenomeno: compaiono pieghe nella direzione della larghezza della piastra in acciaio.
-Cause e contromisure:
A. Pieghe causate dalla lama di taglio: regolare la dimensione degli anelli di gomma per evitare che vengano catturati dagli utensili di taglio.
B. Problemi di forma della materia prima: utilizzare una macchina livellatrice a tre rulli ed eseguire controlli di qualità prima della fase di taglio.
C. Problemi con il tamburo di espansione e contrazione: garantire un buon contatto tra la striscia di acciaio e il tamburo durante il processo di espansione e contrazione per evitare irregolarità.
4. Segni di avvolgimento
-Fenomeno: l'irregolarità della superficie del tamburo di espansione e contrazione del riavvolgitore influisce sulla qualità dell'avvolgimento.
-Contromisure: ispezionare regolarmente la superficie del tamburo in espansione e contrazione e regolarla o sostituirla tempestivamente.
5. Rughe
-Fenomeno: compaiono delle rughe sulla superficie della piastra in acciaio.
-Cause e soluzioni:
A. Problemi relativi alla carta di rivestimento: garantire la qualità della carta di rivestimento ed evitare sovrapposizioni e grinze.
B. Problemi con gli anelli di gomma: esaminare regolarmente lo stato degli anelli di gomma per assicurarsi che non siano allentati.
C. Regolazione errata della tensione: rafforzare la regolazione della piastra di tensione per prevenire le rughe.
Durante la risoluzione dei problemilinea di taglio coil in acciaiomalfunzionamenti, dovrebbe essere adottato un approccio sistematico. Solitamente è possibile seguire i seguenti passaggi:
-Registrazione dei dati: registra l'ambiente operativo, l'ora e imposta i parametri quando si verifica il malfunzionamento.
-Ispezione in loco: effettuare un'ispezione visiva per osservare lo stato di funzionamento della macchina da taglio a spirale in acciaio.
-Comunicare con l'operatore: chiedere all'operatore le fasi operative prima che si verifichi il malfunzionamento.
-Risoluzione dei problemi passo dopo passo: verificare i potenziali problemi uno per uno in base alla classificazione dei guasti di cui sopra.
-Utilizzo degli strumenti: utilizzare gli strumenti e gli strumenti necessari per la misurazione e la regolazione.
KINGREAL STEEL SLITTER spera che attraverso questo articolo tu possa affrontare efficacemente vari problemi nel funzionamento dellinea di taglio coil in acciaioe garantire una produzione stabile e continua. Anche la manutenzione regolare e la formazione professionale sono misure importanti per prevenire malfunzionamenti.