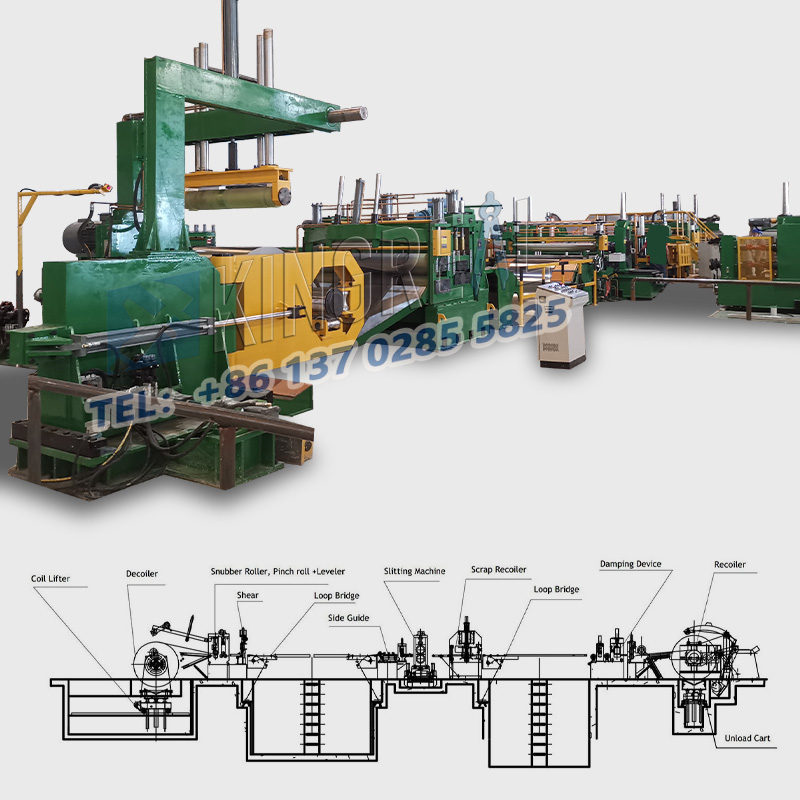
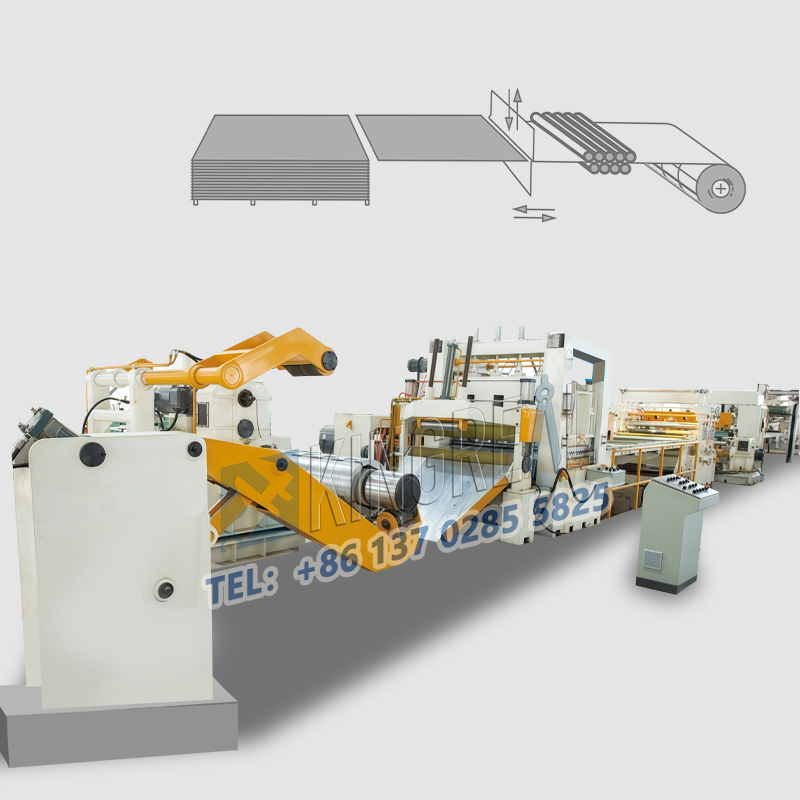
Macchine da taglio per metallisono ampiamente utilizzati nell'industria della lavorazione dei metalli, principalmente per tagliare grandi rotoli di materiale metallico in più strisce strette. Tuttavia, durante il funzionamento effettivo, le linee di taglio del metallo potrebbero presentare varie anomalie, con conseguente riduzione dell'efficienza di lavorazione o spreco di materiale. Questo articolo di KINGREAL STEEL SLITTER affronterà diversi problemi operativi comuni con le macchine da taglio per metalli e fornirà soluzioni corrispondenti per aiutare gli utenti a utilizzare meglio le loro linee di taglio per metalli.
1.1 Collasso della bobina
Dopo il taglio, quando la bobina di acciaio viene rimossa dalla bobina, spesso collassa e assume una forma ovale. La ragione principale di questo fenomeno è la tensione insufficiente durante il processo di avvolgimento o la presenza di olio antiruggine sulla superficie del nastro di acciaio, che impedisce un attrito sufficiente tra gli strati. Per risolvere questo problema si possono adottare le seguenti misure:
1.1.1 Assicurarsi che durante il processo di avvolgimento venga applicata una tensione sufficiente per evitare la deformazione della bobina.
1.1.2 Ispezionare regolarmente la superficie del nastro di acciaio per assicurarsi che sia pulita e priva di olio, garantendo così un buon attrito tra gli strati.
1.2 Bordi irregolari dei coil in acciaio
I bordi irregolari dei coil in acciaio sono causati principalmente dai seguenti fattori:
1.2.1 Scarsa tensione: una tensione debole all'inizio dell'avvolgimento e una tensione forte alla fine dell'avvolgimento portano ad un avvolgimento irregolare. Per evitare ciò, la tensione dovrebbe essere aumentata all'inizio dell'avvolgimento e diminuita alla fine.
1.2.2 Distribuzione non uniforme della tensione: se il nastro di acciaio non viene tagliato diritto sul bordo anteriore, o se i morsetti mordono il bordo anteriore del nastro di acciaio durante il taglio, si verificherà una distribuzione non uniforme della tensione. Prima dell'operazione, verificare che la striscia di taglio sia saldamente attaccata alla superficie della bobina per garantire una tensione uniforme.
1.2.3 Oscillazione nella fossa del cappio: Se la striscia di acciaio oscilla da un lato all'altro nella fossa del cappio e i piccoli rulli di guida non sono fissati correttamente, ciò potrebbe causare cambiamenti nell'angolo della piastra di tensione, con conseguente avvolgimento non uniforme. Per ridurre l'oscillazione, è possibile utilizzare un tappeto o un feltro dopo la fossa del circuito per entrare in contatto con la superficie del nastro di acciaio e fissare i piccoli rulli di guida.
1.2.4 Generazione di bave: per nastri di acciaio stretti, bave grandi o bave incoerenti su entrambi i lati durante il taglio possono portare ad un avvolgimento irregolare. Si consiglia di capovolgere la striscia di acciaio con le bave rivolte verso l'alto nella fossa del cappio in modo che le bave siano rivolte verso il basso, prevenendo efficacemente questo problema.
Dopo il taglio, il nastro di acciaio può presentare deformazioni come la flessione laterale. Le ragioni sono piuttosto complesse:
2.1 Spazio di taglio irregolare:
Su unmacchina da taglio per metalli, punti di riferimento imprecisi sulla spalla dell'albero della fresa, gioco assiale eccessivo del cuscinetto dell'albero della fresa o errori nel distanziale o nel suo spessore possono portare a giochi di taglio irregolari, con conseguente deformazione. Ispezionare e calibrare regolarmente la linea di taglio del metallo per garantire il suo normale funzionamento può prevenire efficacemente questa situazione.
2.2 Variazione dello spessore del materiale:
La differenza di spessore tra la parte centrale e quella marginale del materiale largo è un problema comune, soprattutto nei materiali laminati. A causa delle differenze nella precisione della linea di taglio del metallo e nelle tecniche di regolazione, variano anche le variazioni di spessore dei materiali di diversi produttori. Si consiglia di eseguire un test di spessore prima della lavorazione e di regolarlo in base all'effettiva differenza di spessore.
2.3 Piegatura del materiale di base:
Lo stress interno generato nel materiale di base durante la laminazione è chiamato potenziale stress residuo. La perdita di equilibrio delle tensioni dopo il taglio longitudinale può portare alla flessione del nastro di acciaio. Pertanto, la selezione di materie prime di alta qualità e l’ottimizzazione del processo di laminazione sono soluzioni importanti.
2.4 Bave o bordi incoerenti:
Se lo spessore della piastra è maggiore sul lato con bave più grandi durante l'avvolgimento, ciò porterà ad un diametro della bobina maggiore e formerà una curva a forma di tromba. Per risolvere questo problema, è possibile inserire sull'altro lato una carta di spessore adeguato oppure è possibile adottare un processo di taglio.
2.5 Bordi ondulati della striscia:
Durante il processo di avvolgimento, la presenza di bave può portare ad un aumento dello spessore del bordo del nastro di acciaio, con conseguente allungamento del bordo. Durante il funzionamento della macchina da taglio per metalli, è necessario aumentare lo spazio orizzontale per ridurre la pressione laterale. Inoltre, anche l’utilizzo di lame adatte al materiale da tagliare e la riduzione dell’usura delle lame contribuiscono a risolvere questo problema.
3.1 Preso dalle lame
Quando si taglia un nastro d'acciaio stretto, se la piastra di pressione a forma di dito non riempie completamente lo spazio tra le due lame esterne, il nastro d'acciaio potrebbe rimanere intrappolato nelle due lame esterne, provocando delle pieghe. Una strategia efficace per prevenire questo problema è riempire lo spazio tra le lame esterne con una piastra di pressione piatta e garantire che il cherosene venga regolarmente applicato alle lame per ridurre l'attrito.
3.2 Cordonatura sulle ganasce del tamburo di avvolgimento
Nelle macchine da taglio per metalli, se durante il primo passaggio di avvolgimento il nastro d'acciaio non aderisce saldamente al tamburo di avvolgimento, durante l'avvolgimento successivo possono formarsi delle pieghe. Per evitare ciò, è necessario controllare regolarmente le ganasce del tamburo di avvolgimento e assicurarsi che la striscia di acciaio sia fissata saldamente e saldamente al tamburo all'inizio dell'avvolgimento.
4.1 Segni della lama causati dalle piastre di pressione
Se l'altezza della piastra di pressione non è coerente con la piastra di guida, potrebbe causare una pressione eccessiva sulla striscia di acciaio, con conseguenti segni della lama. Pertanto, l'altezza della piastra di pressione deve essere controllata e regolata regolarmente per garantire che sia coerente con l'altezza della piastra di guida.
4.2 Vibrazione della piastra di pressione della lama
Quando la piastra di pressione della lama vibra su e giù, può anche causare segni sulla lama. Questi segni della lama sono generalmente intermittenti e i motivi principali includono la flessione del mandrino, uno spazio eccessivo tra la lama e il mandrino e la sinterizzazione di detriti metallici sull'altro lato della lama. Controllare le condizioni del mandrino e mantenere pulite le lame può ridurre efficacemente la comparsa dei segni delle lame.
Linee di taglio metalliinevitabilmente si incontrano vari problemi durante l'uso quotidiano, ma molti problemi possono essere evitati o mitigati attraverso un'ispezione e una manutenzione meticolose. Comprendere e padroneggiare i problemi comuni e le relative soluzioni per le macchine da taglio per metalli può aiutare gli utenti a ottimizzare i processi di produzione e migliorare l'efficienza del lavoro. KINGREAL STEEL SLITTER spera che i suggerimenti di cui sopra forniscano un prezioso riferimento per l'utilizzo della linea di taglio del metallo e ne garantiscano il funzionamento continuo ed efficiente. In caso di domande, non esitate a contattare KINGREAL STEEL SLITTER!