1. tavolo di stoccaggio: utilizzato per la materia prima da lavorare, chiamato anche luogo di attesa della materia prima, solitamente personalizzato 1-2.
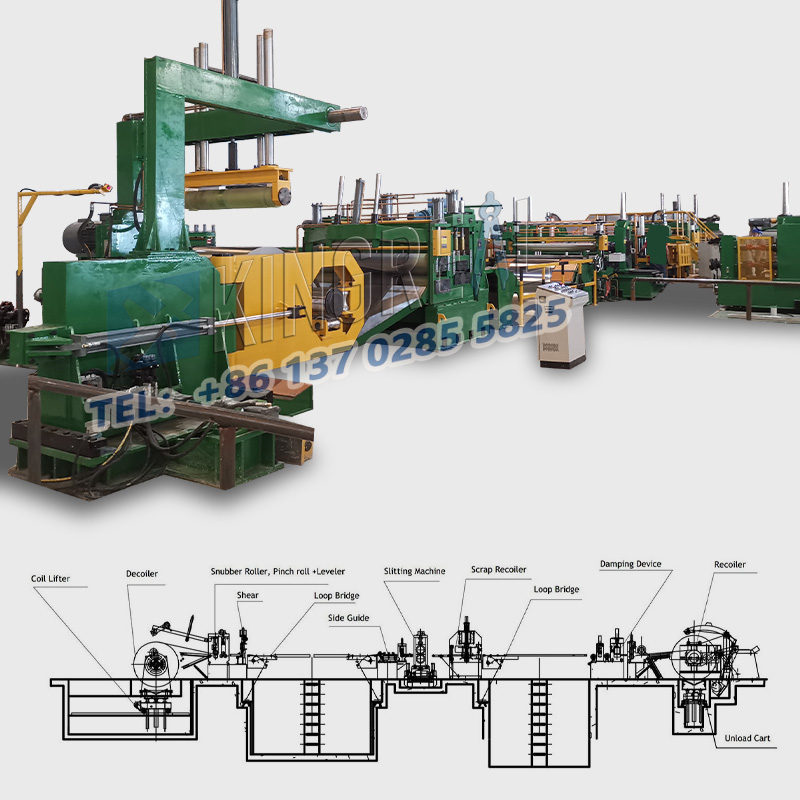
2. Carrello di trasporto a rulli: trasporta la materia prima da immagazzinare nel tavolo di stoccaggio nello svolgitore e inserisce la materia prima nello svolgitore attraverso le funzioni di salita, caduta, movimento avanti e indietro, ecc. Di solito adotta un metodo visivo/manuale oppure può essere trasformato in un piano a "V" o in un piano di rollio completamente automatico.
3. Svolgitore: solitamente è necessario aggiungere un singolo tipo a sbalzo, ad esempio il peso della materia prima è elevato, all'estremità del supporto ausiliario del tamburo svolgitore, la sede dello svolgitore solitamente ha una direzione parallela lungo il singolo prima e dopo il movimento della funzione , può completare in modo efficace e rapido il centraggio della materia prima, solitamente in modalità visiva/all'indietro, può anche essere trasformato in un centraggio automatico completamente automatico, ma con la necessità di aumentare il costo di commissioni costose.
4. Bloccaggio, livellamento e cesoia della testa della piastra: la ruota di bloccaggio è solitamente un dispositivo di sollevamento idraulico, pneumatico ed elettrico, la macchina di livellamento è solitamente un sollevamento elettrico e una struttura a vite senza fine per garantire la stabilità del sollevamento e del posizionamento, la cesoia della testa della piastra è solitamente una cesoia idraulica macchina per garantire che la materia prima nell'estremità del disco venga tagliata a filo. L'azionamento è generalmente azionato da un motore a velocità continua per garantire che la velocità della linea della macchina sia uniforme e sincronizzata.
5. Set di pozzi vivi: noto anche come pozzo buffer di stoccaggio delle materie prime, solitamente da 2 a 4 metri di profondità, lunghezza da 3 a 4 metri, come materie prime nel dispositivo buffer di bloccaggio e adattamento della velocità di taglio longitudinale, solitamente sollevamento elettrico idraulico di la piattaforma di transizione, le materie prime nel bloccaggio e sul lato per guidare il dispositivo, la piastra di transizione viene generalmente utilizzata come contatto della materia prima con la superficie di transizione dei rulli e materiali antigraffio.
6. Guida laterale e dispositivo di bloccaggio: la guida laterale è come materia prima nel dispositivo di posizionamento laterale in avanzamento rapido, solitamente utilizzando un tipo a rullo verticale o una struttura a piastra verticale, per garantire che le materie prime nel taglio longitudinale del posizionamento trasversale, non sembrano colare e causano una larghezza di taglio del prodotto finito scadente; il dispositivo di bloccaggio viene generalmente utilizzato nei rulli, per garantire che le materie prime prima del taglio si diffondano.
7. La macchina da taglio, come dispositivo principale di questa linea di produzione, taglia diverse larghezze di prodotti finiti attraverso diverse combinazioni di lame e distanziatori. La precisione dell'albero del coltello da taglio è molto elevata. La sua concentricità longitudinale, la deflessione laterale e la sua resistenza meccanica determinano la precisione dei prodotti di taglio. I requisiti di precisione dei suoi accessori, come la lama rotonda e il distanziale della lama, determinano anche la precisione del prodotto tagliato e il tempo di disposizione dei coltelli, che influiscono direttamente sul risultato della lavorazione. Il metodo di riavvolgimento prevede generalmente due tipi di riavvolgimento: riavvolgimento dell'anello di gomma e riavvolgimento della piastra di pressione, mentre il posizionamento della lama e del distanziale della lama prevede il posizionamento del dado e il bloccaggio dell'albero idraulico più costoso, ecc. Il metodo di riavvolgimento prevede due tipi di riavvolgimento: riavvolgimento dell'anello di gomma e riavvolgimento della piastra di pressione.
8. Piattaforma di transizione: la piattaforma di transizione è la transizione verso il prodotto finito tagliato verso la serie finita di pozzi buffer all'interno del dispositivo, i requisiti della sua vicinanza alla parte della cesoia a disco possono essere sollevati liberamente, per facilitare la fila di lame misurazione della qualità del gruppo e del prodotto finito e altre funzioni, nella parte fissa dell'estremità del dispositivo della piastra di pressione del materiale per evitare che il prodotto finito dopo la cesoia cada nella serie di pozzi vivi per formare un pasticcio con i nodi.
8. Ribobinatrice per bordi di scarto: La ribobinatrice per bordi di scarto adotta il dispositivo di raccolta del tipo a disco per riavvolgere il bordo di scarto in fasci dopo il taglio del materiale, al fine di facilitare lo stoccaggio e il trasporto del filo di bordo di scarto, generalmente integrato con una guida a vite dispositivo di guida o dispositivo di guida del tipo con collegamento a camma, che adotta l'azionamento di una velocità infinitamente variabile e un azionamento del motore a tensione controllata, integrato con freni di arresto di emergenza, e sono disponibili due modalità di scarico manuale e scarico automatico.
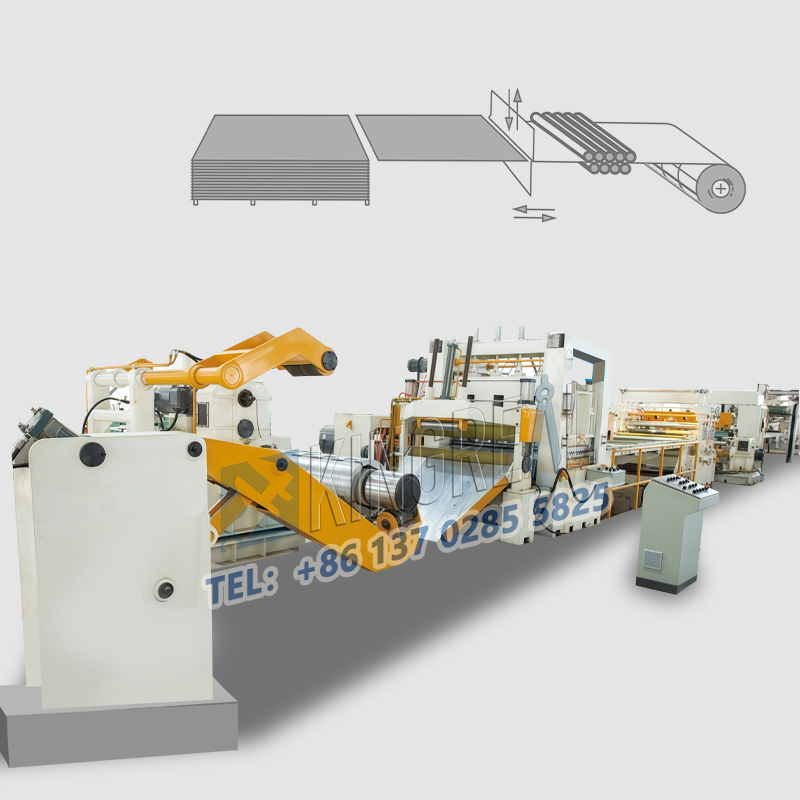
9. Dispositivo di separazione anteriore: Il dispositivo di separazione anteriore serve a separare i prodotti finiti prima che entrino nella stazione di produzione di tensione, in modo che i nastri finiti non vengano incrociati e impilati quando vengono schiacciati dalla tensione, generalmente costituiti da due doppi separatori e ruote di posizionamento e anti-salto della pressa a nastro, e la sezione anteriore adotta un albero di separazione che può essere sollevato e abbassato, in modo da evitare la deformazione plastica della piastra pressata a causa delle ruote di pressione, e l'albero di separazione adotta un binario di guida mobile che può essere estratto comodamente e in modo flessibile dallo scorrimento dell'albero di separazione, per essere utile per L'albero di separazione adotta un binario di guida mobile, che può essere estratto facilmente e in modo flessibile per facilitare il raggruppamento in file di partizioni.
10. Ex dispositivo di separazione: l'ex dispositivo di separazione serve a separare i prodotti finiti prima che entrino nella stazione di produzione della tensione, in modo che i prodotti finiti non vengano fasciati e impilati quando vengono schiacciati dalla tensione, ed è generalmente composto di una doppia separazione e posizionamento e ruote di pressatura del nastro antisalto, e la prima sezione adotta un albero di separazione che può essere sollevato e abbassato, che impedisce la deformazione plastica della piastra pressata a causa delle ruote di pressatura, e l'albero di separazione adotta un binario di guida mobile, che può essere estratto comodamente e in modo flessibile dallo scorrimento dell'albero di separazione, in modo da facilitare L'albero di separazione adotta un binario di guida mobile, in modo che l'albero di separazione possa essere estratto in modo flessibile e conveniente per facilitare il raggruppamento delle file di separazione fogli.
11. Stazione di tensione: la stazione di tensione è divisa in stazione di tensione della piastra, stazione di tensione della cinghia e stazione di tensione del rullo, che solitamente adotta una pressione idraulica regolabile per sollevare e abbassare la pressione per ottenere la funzione di generazione di tensione, mentre il tipo di cinghia e rullo il tipo adotta la resistenza all'attrito radente per generare tensione.
13. Macchina ribobinatrice: la macchina ribobinatrice, conosciuta anche come macchina ribobinatrice del prodotto finito, è il riavvolgimento del prodotto finito a taglio diviso in un rotolo di attrezzature, il tamburo di riavvolgimento può avere una struttura su e giù, per facilitare il ritiro regolare dei prodotti finiti, attaccati a il dispositivo di separazione per impedire il prodotto finito con l'intersezione del nastro, del nastro impilato e dell'estremità del prodotto finito del rotolo piatto, sollevamento idraulico, integrato dalla valvola di controbilanciamento nel prodotto finito sempre più grande può essere controbilanciato all'automatico sollevamento del dispositivo della piastra di spinta azionato idraulicamente, il prodotto finito verrà prelevato dal tamburo sul Il dispositivo della piastra di spinta è azionato idraulicamente per spingere fuori senza problemi il nastro finito dalla bobina di riavvolgimento. Quando si raccolgono rotoli più pesanti, vengono utilizzati dispositivi di supporto ausiliari. Il motore di azionamento è azionato da un motore a potenza costante per garantire che la potenza di avvolgimento venga mantenuta durante l'avvolgimento di grandi rotoli di materiale e per garantire che il nastro non si accumuli. Un freno a frenata rapida impedisce alla cinghia di tirare il coltello.